|
|
溶接部に欠陥がないか調査する。表面キズの確認には目視にて外観検査が実施されるが、磁粉探傷試験や浸透探傷試験が用いられる場合もある。溶接内部の確認には、放射線透過試験または超音波探傷試験が用いられる。試験方法は対象部の板厚や形状に応じて、使い分ける。
|
・表面きずの検査
|
外観検査(VT)
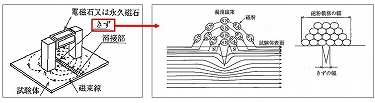
磁粉探傷試験(MT)
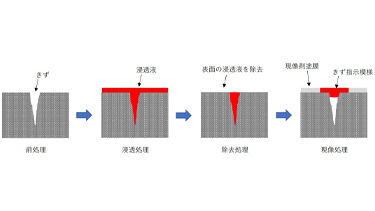
浸透探傷試験(PT)
|
|
・内部きずの検査
|
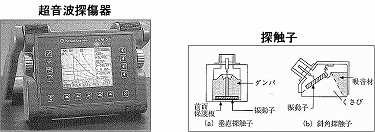
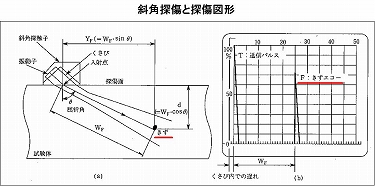
超音波探傷試験(UT)
放射線透過試験(RT
|
目視にて溶接を中心として外観を確認する。溶接部の確認は割れ、ビード不整、ピット、凹凸、アンダーカット、オーバーラップ、すみ肉溶接の大きさなどがあり、目視や専用ゲージを使用して行われる。
強磁性体の試験体を磁化させて、磁粉を試験体の表面に散布し、割れなどの表面きずの部分に吸着されてできた磁粉模様を観察し、表面きずを検出する方法。
試験体に浸透液を塗布し、割れなどの表面きずに浸透した液を現像処理で浮かび上がらせて観察し、表面きずを検出する方法。
試験体に超音波を伝搬させて、きずから反射されるエコーにより、きずの有無あるいは距離情報を得る。鋼材の探傷では、一般に2〜5MHzの周波数が使用されている。
 |
 |
|
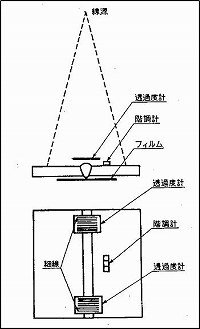
X線などの放射線は物質を透過する性質があり、その透過の程度は物質の種類と厚さより決まり、この性質を利用して溶接きずの情報を検出する。
|
 |
 |
|
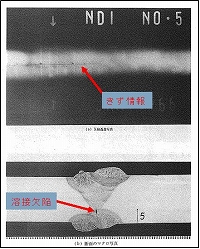
溶接欠陥の存在により、欠陥部の透過線量率が増加し、透過写真(フィルム)の濃度の増加としてきず情報を検出する。
|
|
|